
Capacités de production
Elaboration et refusion, forgeage et laminage, usinage, rectification, tournage et étirage - chez VDM Metals, toutes ces étapes importantes de la production sont regroupées sous un même toit. Nous garantissons ainsi de cette façon une qualité reproductible et des processus efficients.
Elaboration et refusion
Dans notre aciérie in Unna, Allemagne, nos matériaux en nickel et nos aciers inoxydables spéciaux sont élaborés par fusion dans un four à arc électrique et sont ensuite soumis à un traitement sous vide. La métallurgie secondaire d'affinage est réalisée en poche. La coulée est effectuée soit verticalement de façon continue, soit en lingot. Outre la technologie conventionnelle de fusion à l'air ambiant, nous utilisons également un four de fusion à induction sous vide (VIM-vacuum induction melting) en Allemagne et Florham Park, New Jersey.
L'homogénéité et la pureté des matériaux peuvent être améliorées avec le procédé de refusion dans des fours de refusion sous laitier électro-conducteur (ESR) ou des fours de refusion à arc sous vide (VAR-vacuum arc remelting).

Les lingots et brames comme pré-matière
VDM utilise les brames coulées et/ou refondues et les lingots en tant que pré-matière de départ pour la production ultérieure des tôles, feuillards, fers, barres, pièces forgées et fils.
Pièces forgées
VDM Metals exploite une presse de forge libre parmi les plus modernes au monde. La presse à forger fonctionne avec une pression pouvant allant jusqu'à 4 500 tonnes, et est équipée de deux manipulateurs sur rails. La presse reçoit les pièces à forger de fours de préchauffage et réchauffage certifiés.

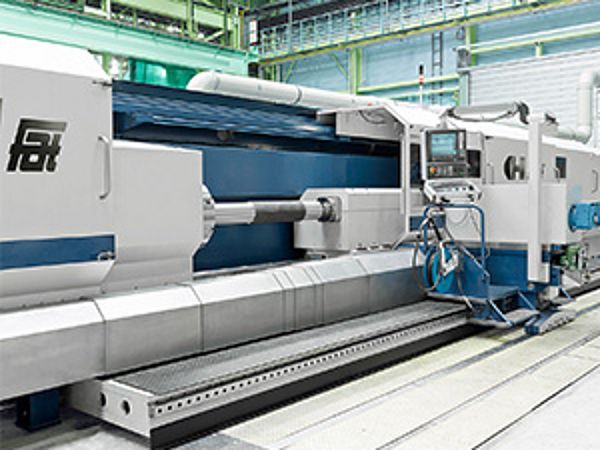
Barres, billettes et profilés
Pour le parachèvement des produits ronds (barres forgées) en alliages de nickel d'un diamètre supérieur à 120 mm (4,72 inches), des tours d'usinage et écrouteuse ultramodernes sont utilisés. Les barres laminées et forgées à chaud d'un diamètre inférieur à 120 mm (4,72 inches) sont en principe usinées ou rectifiées. Grâce à notre banc d'étirage, nous sommes également en mesure de produire des barres de précision étirées à froid.
Sur nos sites américains, les lingots et billettes peuvent être laminés en carrés à bords arrondis dans des dimensions allant de 127 à 51 mm (5 à 2 inches), ou laminés à chaud sous forme de brames et plats. Alternativement, nous proposons également des formes/profilés ronds, plats, carrés et hexagonaux qui sont laminés à chaud dans nos laminoirs à barres de 355 mm (14 inches) ou 254 mm (10 inches).
Tout naturellement, nos usines de parachèvement offrent des possibilités de traitement thermique, de décapage ou de grenaillage en fonction des spécifications du client.
Tôle
Chez VDM Metals, les tôles peuvent être laminées à chaud sur un laminoir quarto jusqu'à une épaisseur de 3 mm (0,12 inches). Avec notre laminoir réversible Sendzimir, nous sommes capables de laminer à froid des tôles allant jusqu'à 12 000 mm (472 inches) de longueur et 1 mm (0,04 inch) d'épaisseur. Après le laminage à chaud et/ou à froid, la matière est parachevée lors des étapes de finition comme les traitements thermiques, le grenaillage, le planage, le décapage, le meulage et la découpe.

Feuillard
Chez VDM Metals, le feuillard est laminé à froid sur des laminoirs quarto et Sendzimir. Les feuillards fin de précision peuvent être laminés jusqu'à une épaisseur de 0,025 mm (0,001 inch) sur un laminoir spécial à 20 cylindres. Des équipements de recuit, de planage et de coupe sont disponibles pour des opérations de finition afin de satisfaire aux exigences du client.

Fils et métaux d'apport pour soudage
Pour compléter notre gamme de produits, nous proposons également une large gamme de produits en forme de fil : VDM produit des fils fins et ultrafins de diamètres aussi minces que 0,1 mm (0,004 inch), en plus de fils profilés et de métaux d'apport pour le soudage.

Matériaux en poudre
La pièce maîtresse de la fabrication de la poudre est une installation d'atomisation sous gaz inerte (VIGA). Cette installation est constituée d'un four à induction sous vide (VIM) et de l'unité d'atomisation, elle-même composée d'une zone d'atomisation et d'un réservoir collecteur de poudre avec un cyclone séparateur.
